Замена клапанов lada 21083 (ваз 21083)
В конце 2010 года к нам обратился клиент, который хотел построить мощный двигатель на восьмерку (ВАЗ 21083). Проект задумывался как шоу-стоппер – основные силы и финансы хозяин авто направил на переделку кузова и салона. Оставить под капотом стандартный двигатель объемом 1.5 литра желания уже не было.
Однако, мы были ограничены бюджетом автомобиля – на двигатель нам выделили не так уж много средств, да и то в рассрочку. По-этому сразу отпали все дорогостоящие вещи вроде турбины, 16-ти клапанной ГБЦ, и дросселей.
Размышляя над проектом, автор предложил хозяину авто реализовать давнюю идею, которую он вынашивал еще для своей восьмерки. Та восьмерка умерла от старости кузова, так и не дожив до такого двигателя (впрочем, оно и хорошо, т.к. гнилой кузов такого бы не выдержал). Следы той восьмерки еще можно найти в анналах истории – здесь мы делали ей двигатель в 2007 году, а здесь и здесь кузов уже агонизировал. Машина умерла, но идея – нет.
Итак, концепция двигателя была предложена следующая. “Полторашный” блок цилиндров наращиваем в высоту плитой, ставим коленвал с ходом 84 мм, и полноценной шатунной шейкой – и выходим на объем 1.8 литра. Головку оставляем 8-ми клапанную, но дорабатываем ее по полной программе и реализуем некоторые новые разработки и хитрости. Карбюратор для начала оставляем вертикальный Солекс, с оригинальным коллектором. Выхлоп – прямоточный (клиент поначалу поставил прямоточный глушитель, весьма шумный, но впоследствии вернулся к тихому глушителю), обязательно ставим паук 4-2-1 и прямоточный резонатор.
Учитывая, что автор хотел проверить идею, хозяину авто предоставили большую скидку на работы – многое было сделано по очень низкой цене.
Согласовав основные направления работы, к нам привезли двигатель – большой слипшийся кусок грязных полуфабрикатов. Мотор старый, как и машина. Головка имеет клеймо – “сделано в СССР”. На машину хозяин купил новый кузов и начал заниматься его переделкой, а мы – заниматься двигателем. Пробка поддона была сорвана напрочь. Как слить масло решили просто – в пробке просверлили дырку.







Далее автор просит простить сухость и краткость отчёта, а так же отсутствие многих фотографий. Публикация всех фотографий позволила бы раскрыть многие технологические секреты и нюансы, а мы бы не хотели этого. Постройка двигателя такого уровня – крайне нетривиальная задача, с огромным количеством подводных камней и проблем. Многие решались очень трудно и автор не хотел бы рассказывать о них.
Наращивание блока плитой
Коленвал приобрели в Тольятти, ход шатунной шейки 84 мм, вместо стандартного хода 71 мм для 1.5 литрового двигателя. Коленвал недешевый – около 16 тыс.руб. Шатунная шейка полнобазовая, т.е. под ВАЗовский вкладыш.
Взяли второй блок 21083, отрезали от него верхушку, соединили с родным блоком. На словах всё просто, но в процессе данной работы было решено большое количество технологических проблем и вопросов. Работа долгая, сложная и весьма трудоёмкая. Покажем малую часть фотографий.







“Дырявый” впускной коллектор
Впускные каналы в головке и коллекторе нам были нужны экстремально большие. Головка 21083 не позволяет сделать большой впускной канал по диаметру, но мы успешно решили эту проблему, обеспечив кубатуре в 1.8 литра свободный “вдох”.
Впускной коллектор был буквально выпотрошен. Диаметры каналов увеличились очень сильно. Не будем афишировать диаметр канала – на фото видно, что он значителен.



Головка блока цилиндров
Как уже говорилось выше, исходя из ограниченности бюджета, решили оставить восьмиклапанную головку, с прицелом на то, что-бы вытащить из нее всё, на что она способна. Каналы распилили не просто предельно, а экстремально. Не будем приводить цифр диаметров каналов, скажем лишь, что каналы такого диаметра на 21083 голове мы делали впервые и оправданы они только для больших объемов “низа”. Разумеется, превзойти 16 клапанную головку по пропускной способности вряд-ли возможно, да мы и не ставили такую цель – нам было важно получить максимум отдачи именно от восьмиклапанной головки.
Распредвал мы выбрали предельный из линейки Нуждина, работающий на серийных толкателях с шайбами (цельники ставить не было желания), с подъемом 12.36 мм. Клапана заменили на увеличенные, поставили жесткие пружины клапанов.
Распредвал 2110 Нуждин 12.36 СПОРТ
Доработанные каналы (экстремальные диаметры)
Доработанные камеры сгорания
Дюралевые тарелки пружин K-POWER (роспуск пружин 3 мм)
Жесткие одинарные пружины клапанов Германия
Импортные сухари клапанов
Замена седел на увеличенные (жаростойкая сталь, 11% хром)
Клапана увеличенные 39х34 мм
Втулки направляющие – бронзовые (импортная заготовка)
Принудительная смазка толкателей клапанов
Регулировочные шайбы доработаны по RS-технологии
Завтуливание масляного канала
Когда автор в Тольятти обсуждал с Нуждиным А.М. проект данного двигателя, Александр Михайлович высказал мысль, что мне не удасться удержать степень сжатия на приемлимом уровне, при таком объеме двигателя и такой ГБЦ, и потребуется высокооктановый бензин. Дело в том, что я хотел поставить плоский поршень, без выемок и циковок. С большим удовлетворением константирую, что автору удалось решить проблему с высокой СЖ, и автомобиль использует бензин Аи95! Замер ВСХ был сделан именно на 95-ом бензине.
КПП и привода
Коробку перебрали. Ряд остался временно серийный, главную пару по настоянию хозяина авто поставили 4,1 – это было большой ошибкой – как выяснилось впоследствии, передачи получились слишком короткие. Привода перебрали, ШРУСы поменяли местами, промыли, заложили смазку ХАДО и поставили новые чехлы.


Сборка двигателя
Еще одна составляющая двигателя – шатунно-поршневая группа. Поскольку бюджет был ограничен, использовали облегченную ШПГ от Приоры. Длинный шатун 133 мм обеспечивает хорошее RS-соотношение для такого объема, легкий поршень и тонкие кольца – снижение мехпотерь и высокую мощность. Кольца – наборные, что очень важно.
Маховик так же был облегчен.




Ставим блок цилиндров в отсек и накрываем головкой. Большая морока была с пауком – из-за выросшего в высоту блока, коллектор начал задевать за стабилизатор. Карбюратор – доработанный Солекс 26х26.









Общий вид машины (без бамперов):

После небольшой обкатки мы замерили мощность двигателя, сняв график ВСХ (внешняя-скоростная характеристика). Результат превзошел все наши ожидания. Двигатель показал максимальную мощность в 169 л.с. при 6500 об. Максимальный крутящий момент – 21.7 кг при 4900 об. Потенциальный диапазон двигателя – до 8000-9000 об. На первом пробном заезде мотор легко бросил стрелку тахометра в 8000 об.
По графику видно, что на 2000 об крутящий момент составляет 15 кг, а после 3500 об начинается резкий рост момента (“подхват”).
Холостой ход – 1500 об.
После запуска двигателя мы сняли несколько видео-роликов, объединив их в один, и выложили на Youtube. В ролике показан холостой ход двигателя, и несколько пробных заездов автомобиля со стороны. Видно, что передачи очень короткие (из-за ГП 4.1), и колеса 22545R16 буксуют на асфальте.
Необходимо понимать, что данный двигатель – класса спорт, со всеми вытекающими отсюда последствиями – высокая техническая сложность, относительно небольшой ресурс, связанный с большими оборотами и нагрузками. Двигатель получился довольно бюджетным, была использована недорогая шатунно-поршневая группа от Приоры. По мере развития проекта, будем дополнять отчёт новыми подробностями.
Обновление от 26.02.12:
Мотор перемолол шестерню вторичного вала. Об этом мы написали небольшой материал с фотоотчётом и выложили в Кунсткамере. Теперь в двигателе установлена длинная главная пара 3,7.
Статья написана: 18 февраля 2012 г.
Обновление: 26.02.12:
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.
Двигатель ВАЗ серии 21083: характеристики, неисправности и тюнинг
 Двигатели 83 серии являются прародителем всех выпускаемых сегодня современных моторов Лада. Двигатель 21083 впервые появился в производстве Волжского автозавода в 1987 году.
Двигатели 83 серии являются прародителем всех выпускаемых сегодня современных моторов Лада. Двигатель 21083 впервые появился в производстве Волжского автозавода в 1987 году.
Этот силовой агрегат имел отличные показатели топливной экономичности и обеспечивал автомобилям завидную динамику. В последующем на базе этого силового агрегата были разработаны 1,5 литровые 16-ти клапанные инжекторные моторы, которые в настоящее время устанавливаются на автомобили Лада.
Технические характеристики
Технические характеристики 1,5 литрового двигателя ВАЗ 21083:
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Годы выпуска | 1984 – 2004 |
| Вес | 127 кг |
| Материал блока цилиндров | чугун |
| Система питания | карбюратор |
| Тип | рядный |
| Рабочий объем | 1,5 л |
| Мощность | 73 лошадиных сил на 5600 оборота |
| Количество цилиндров | 4 |
| Количество клапанов | 2 |
| Ход поршня | 71 |
| Диаметр цилиндра | 82 мм |
| Степень сжатия | 9.8 |
| Крутящий момент, Нм/об.мин | 106 Нм / 3600 |
| Экологические нормы | ЕВРО 2 |
| Топливо | Аи 93 |
| Расход топлива | 7,8 л/100 км в смешанном цикле |
| Масло | 5W-30 – 15W40 |
| Объем масла | 3,5 литра |
| При замене лить | 3,2 литра |
| Замена масла проводится, | 12 тысяч км |
| Ресурс мотора — по данным завода — на практике |
125+ 200+ |
Двигатель ВАЗ 21083 устанавливается на ВАЗ: 21083, 21093, 21099, 2110 и 2115 .
Особенности
- 1,5 литровый бензиновый двигатель оснащается карбюраторной системой питания и имеет два клапана на цилиндр. Силовой агрегат развивает мощность 73 лошадиных силы и при этом отличается великолепными показателями топливной экономичности. По трассе автомобиль с двигателем ВАЗ 21083 расходует в крейсерском режиме менее 7 литров бензина.
- В то же время необходимо сказать, что этот силовой агрегат изначально разработан для использования на 93 бензине. А вот от использования низкооктанового топлива мы рекомендуем вам отказываться, так как это приводит к быстрому выходу из строя карбюратора и других систем автомобиля.
- Верхнее расположение вала в двигателе ВАЗ 21083 позволило избавиться от вибраций и инерционных моментов в работе мотора. Этот силовой агрегат имеет минимальные вибрации, что позволяет повысить комфорт эксплуатации автомобиля.
- Необходимо сказать, что двигатель ВАЗ 21083 оснащается ременным приводом ГРМ, поэтому каждые 50 000 километров автовладельцу необходимо будет проводить сервисные работы по замене ремня и направляющих роликов.
- По данным завода ресурс силового агрегата составляет 125 000 километров. На практике же при обеспечении должного ухода такие моторы смогут пройти без капитального ремонта больше 200 тысяч километров.
- Из отличий этой серии моторов можем отметить увеличение диаметра поршня до 82 миллиметров, а также изменение выпускных клапанов, которые получили диаметр в 37 миллиметров.
- Конструкция мотора была разработана таким образом, чтобы при обрыве ремня привода ГРМ клапана не соударялись с движущимися поршнями. Тем самым удается повысить надежность мотора и избавляет автовладельца от необходимости сложного капитального ремонта.
- Сам двигатель выполнен из чугуна, что повышает показатели температурной устойчивости силового агрегата. Используемый сплав отличается прочностью, и при этом он имеет небольшой вес.
Недостатки
 В то же время следует сказать, что этот силовой агрегат не лишён характерных недостатков. Из проблемных мест можем отметить масляный фильтр, через который достаточно часто появляется течь масла. В итоге мотор быстро теряет смазку, начинает работать всухую, и вскоре появляются серьезные проблемы.
В то же время следует сказать, что этот силовой агрегат не лишён характерных недостатков. Из проблемных мест можем отметить масляный фильтр, через который достаточно часто появляется течь масла. В итоге мотор быстро теряет смазку, начинает работать всухую, и вскоре появляются серьезные проблемы.
Также не редкость выход из строя датчика распределителя и топливных насосов. Слабым местом является карбюратор, который на первых моделях устанавливался типа Солекс. Такая система питания не отличалась должной надежностью и часто выходила из строя. На более поздних моделях автомобиля проблемный узел был заменён.
Этот силовой агрегат отличается повышенными требованиями к качеству топливной смеси. Если первые модификации автомобилей ВАЗ могли спокойно работать на 76 бензине, то двигатели ВАЗ 21083 при попытках экономии на качестве топлива быстро выходили из строя. То же самое необходимо сказать и о качестве проводимого сервисного обслуживания.
Масло в двигателе рекомендовалось менять каждые 12-15 тысяч километров. Одновременно проводились работы по замеру компрессии, прочистке карбюратора и выполнялись другие сервисные мероприятия. Сборка двигателя ВАЗ 21083 продолжалась до 2004 года, когда на смену этому мотору пришли современные 16 клапанные модификации.
Неисправности
| НЕИСПРАВНОСТИ | ПРИЧИНЫ И РЕМОНТ |
|---|---|
| Появление неприятного стука в двигателе. | Проблема может быть вызвана необходимостью регулировки зазора клапанов. Выполнять такую регулировку зазора рекомендуется каждые 50 000 километров. |
| Двигатель заметно троит. | Необходимо замерить компрессию и при необходимости заменить прокладки и вкладыши. |
| Автомобиль не заводится после длительной стоянки. | Проблема может быть в загрязненном карбюраторе или электронике. В данном случае ремонт заключается в диагностике автомобиля на СТО. |
| Существенное увеличение расхода топлива. | Причиной подобного может быть загрязненный карбюратор или же неправильная работа системы питания. |
Тюнинг
Существует несколько распространенных вариантов увеличения мощности двигателя ВАЗ 21083:
- Так например, возможна замена распредвала на спортивную модификацию. Одновременно устанавливаются облегченные шестерни, что позволяет довести мощность двигателя до 80 лошадиных сил. Подобный тюнинг двигателя ВАЗ при доработке впускного коллектора, ГБЦ и клапанов позволяет получить дополнительные 10 лошадиных сил мощности.
- Альтернативным вариантом тюнинга двигателя ВАЗ является установка компрессора. В данном случае рекомендуется заменить карбюраторную систему питания на инжектор и использовать небольшой по производительности компрессор. Мощность такого силового агрегата может составить 100-120 лошадиных сил. Помните лишь том, что такой тюнинг и сборка двигателя должна выполняться исключительно опытным специалистом, что и гарантирует работоспособность двигателя автомобиля.
Замена клапанов lada 21083 (ваз 21083)
На день ремонта, пробег составлял 183600. Комперссия 98.58.59.
Машина теряла куда-то масло, плевалась в сапун периодически, но не смотря на всё это давала 14 заводских секунд до сотни.
Но ведь должна ехать лучше!
Двигатель снимали через верх. Сняли всё навесное (карб, коллекторы, ГБЦ, генератор). Открутили 4 болта на КПП и переднюю подушку двигателя. Блок доставали руками, вдвоем 

вытащили

Далее сняли поддон, масл.насос, маховик, крышку сальника, открутили шатуны, вытащили их вместе с горшками вверх, и сняли колено.
Все вкладыши были ещё в довольно приличном состоянии, но всё решено было заменить. Правда не ремонтные размеры, а стандартные. Горшки и всё остальное стояло родное, вся маркировка Автовазоваская. Это порадовало.

Выбили пальцы из поршней и отвезли блок токарю (первое что не смогли сделать своими руками).

Блок за пару часов расточили и отдали. Первый ремонтный – 82.4. Сразу к токарю подвезли и новые поршни, чтобы под них и подогнал.
Запрессовали пальцы в новые горшки, методом нагрева шейки шатуна в масле и одели кольца.

Поршни в блок пихали без оправки и доп.инструментов. Две плоских отвёртки и 4 руки.

Вкладыши ставить легко, там всё было ровно. Собрали двигатель и поехали на СТО протягивать шатунные и коренные крышки динамо ключом с требуемыми моментами затяжки. (второе что не смогли сделать своими руками)
По пути поменяли толкатели в ГБЦ, сальники естественно, тепловой зазор отрегулировали.
Двигатель собран.

Пришли к мнению что обкатку он должен проходить на мин.масле. Купили Лукойл. И кто, что не говорил бы, я проездил всю Хантовскую зиму, со всеми её 40-ка градусными морозами, на Лукойле Люкс 5w40 псинт, и был рад. Все сальники на месте, пуск в порядке. Такое же масло я залью и после обкатки.
Всё ставили в порядке обратном снятию. Проблем никаких.
Транспортировка.

Двиг установили. Покрутили сек 15 без свечек, давление появилось, закрутили свечи, покрутили ещё, послушали.
Завелась сразу, ХХ в норме, всё хорошо. Только вот двиг чуть шипит. Пару часов на ХХ и в путь. Первые 100 км я ездил на 3-ей передаче 40 кмч (2к оборотов). После 100км шипение пропало.
Сейчас я проехал 750км, обкатку решили закончить на 1000. Нагрузок не даю, кручу не более 2.5к, по горам не езжу, пассажиров минимум.
Сегодня померял компрессию 13.5 ровно. Везде.
Расходы:
Время – 3 неспешных вечера, вместе с моим экзаменом на втором дне
Деньги:
Поршневые кольца MAHLE (Герм) – 995р
Вкладыши коренные (стандарт) – 205р
Вкладыши шатунные (стандарт) – 165р
Поршни АВТОВАЗ – 1500р
Работа токаря – 1500р
Мин.масло и фильтр – 400р+200р
Протяжка колена на СТО – 100р
Толкатели – 800р
Комплект прокладок – 300р
Итого: 6165
к сведению: у нас в ХМ, кап. ремонт на СТО обходится примерно в 15-18к. Только работа естественно.
p.s Я прекрасно помню время, когда я и не мог представить что займусь таким глубоким ремонтом самостоятельно. Всё делалось впервые, огромное число вопросов, на которые практически все СТОшники ХМ не могли ответить. Интернет, логика – вот всё чем я пользовался.
Вот уж действительно, своими руками .
Притирка клапанов головки ВАЗ-2108 до 15
Притереть или поменять клапана на головке ВАЗ-2108 можно самому в домашних условиях. А так как устройство клапанов карбюраторных восьмерок и инжекторных двигателей одинаково и разница только в коллекторах, клапана притираются одинаково.
Но есть небольшой нюанс в притирки клапанов восьми клапанной головки ВАЗ-2108. Так как клапана в этих головках регулируются подбором специальных шайб, и надо знать как правильно регулировать и подбирать такие шайбы, которых у Вас скорее всего нет. Но хочется самому притереть клапана и сэкономить деньги на работе мастера, хотя после притирки клапанов обязательно надо будет отрегулировать клапана подбором шайб, если сможете то отрегулируйте сами, а нет то можно проехать до мастера чтобы он отрегулировал клапана, это будет намного дешевле чем отдавать машину мастеру для притирки клапанов.
Как часто бывает, притерли сами клапана, а двигатель не заводится, или заводится но работают не все цилиндры, и сильно стучат клапана. Поэтому запомните, после того как сняли головку и распредвал, обязательно сложите стаканчики клапанов с шайбами так, чтобы каждый стаканчик с шайбой вернулся на свой клапан, тогда двигатель заведется и можно будет доехать до мастера чтобы четко отрегулировать клапана.
Ниже фото с пояснениями как притереть клапана в головке ВАЗ-2108.

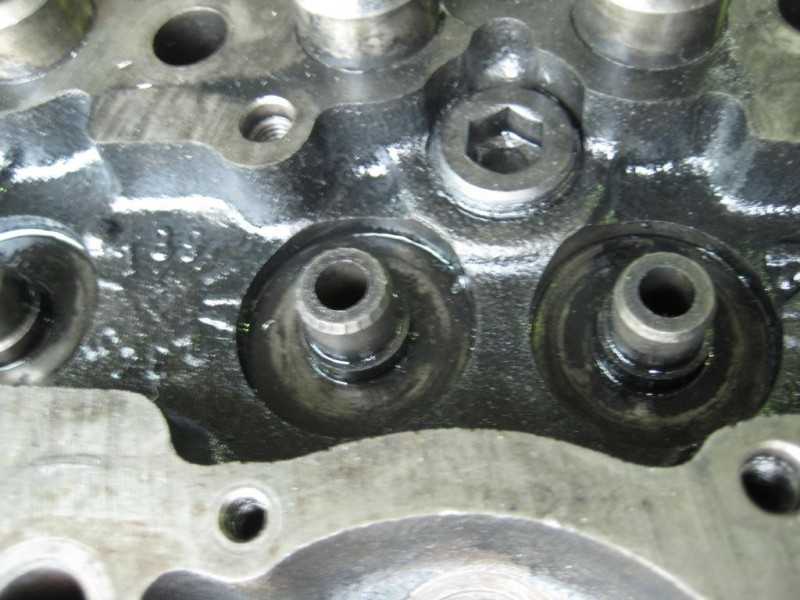
Фото. Подготовленная головка к притирке клапанов. Видите съемник и сальники клапанов, обязательно меняйте на новые сальники клапанов на новые, даже если рабочие сальники клапанов еще хорошие, сальники клапанов не дорогие и экономить на этой мелочи нет смысла. Лучше сразу менять сальники клапанов на новые чем через какое-то время опять выполнять работу по замене сальников.

Фото. Инжекторная головка со стаканчиками на клапанах, помните, каждый стаканчик должен вернуться на свой клапан.

Фото. Ставим съемник клапанов и рассухариваем клапан, но под клапан подложите любой упор (любую железяку) чтобы при нажатии съемником клапан не опускался а рассухарился.

Фото. Извлеченный клапан из головки и намазанный притирочным порошком.

Фото. Вставляем клапан в головку, натягиваем на него самодельную оправку и начинаем дрелью притирать клапан. Подробней об самодельной оправке описано в Как заменить прогоревший клапан?

Фото. После притирки клапана, его желательно слегка укоротить, на фото показано как можно укоротить клапан на домашнем точиле, одной рукой направляйте клапан на точильный камень а второй вращайте, тогда будет ровно сточенный край клапана но может быть с небольшой конусностью, которая не мешает. Так как после притирки клапана он сядет немного выше чем был, поэтому слегка его укоротите чтобы после сборки он не был зажат.
Если ставите совершенно новые клапана то их укорачивать не надо, обычно их после сборки не зажимает, главное стаканчики должны вернуться на свои места.

Фото. Хорошо притертое седло клапана с клапаном. После притирки обязательно хорошо протрите седло клапана тряпкой и сам клапан, и обратите внимание на цвет притертого седла и сам клапан, цвет должен быть по кругу матово серый, если есть разные оттенки цвета значит плохо притерли седло клапана или сам клапан. Обычно клапан притирается сразу а седло клапана не сразу. Если клапан слегка кривой то он будет притираться не равномерно, одна сторона будет притерта а другая нет, меняйте этот клапан на другой и не тратьте время на притирку кривого клапана. Плохо притертое седло клапана или сам клапан очень быстро прогорит, и даже сразу после сборки двигатель будет дергаться на холостых оборотах из-за плохой компрессии в цилиндре.

Фото. После притирки клапана, снимаем старый сальник клапана, это можно сделать обычными плоскогубцами, зажмите сальник плоскогубцами и постарайтесь прокрутить, если сразу сальник не пошел перехватывайтесь плоскогубцами и старайтесь прокрутить сальник, как только сальник прокрутится он легко снимется.

Фото. Вставляем клапан в головку и одеваем сальник клапанов на клапан.

Фото. Аккуратно трубкой с внутренним диаметром 13мм и легкими ударами забиваем сальник клапанов, как услышите звук стука распространяющийся по всей головке значит сальник сел на место.
Совет, не рассухарвайте сразу все клапана, а притирайте по одному, и засухаривайте сразу клапан, тогда не запутаетесь какой клапан где стоял.
Притирка клапанов
- 64
- 13
- 91k
- 223
- 43
- 368k
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан. Вращение должно быть как прямым, так и реверсным.
- Признаки окончания процедуры аналогичны описанным выше.
Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Притирка клапанов головки ваз-2108 до 15
Что происходит при деформации?
Как вы понимаете, при работе двигателя может произойти буквально все что угодно. Направляющие элементы подвергаются перегреву, нарушается соосность со стержнем клапана, в итоге ухудшаются параметры мотора. При постоянных нагрузках элемент разбивается еще сильнее, разрушается фаска седла. И в лучшем случае вам придется заменить седло и клапан, так как последний прогорит.

Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов. Кроме того, приходит в негодность катализатор и лямбда-зонд (датчик кислорода). И даже если вы произведете установку новых колпачков, проблема не исчезнет надолго.
КАК ПОМЕНЯТЬ СЕДЛО КЛАПАНА:
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.

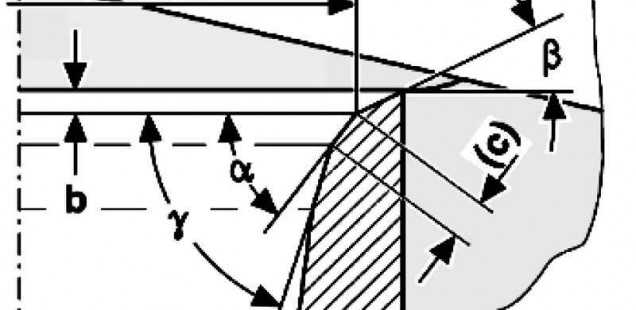
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Как поставить новые втулки?
Прежде чем начинать установку направляющих клапанов 2108, нужно определить фактический натяг. Для того чтобы это сделать, потребуется измерить диаметры втулок и посадочных мест под них в головке. Максимальная разница должна быть 0,05 мм. В том случае, если гнездо чересчур маленькое, то придется подбирать втулку меньшего диаметра, и наоборот.

Непосредственно перед запрессовкой втулок требуется прогреть головку, а сами направляющие обработать при помощи жидкого азота. Не всегда только такой имеется в гараже. Поэтому положите детали на несколько часов в морозильную камеру – в результате охлаждения они уменьшатся в диаметре.
Процедура выпрессовки выполняется в обратном порядке. Для того чтобы установить элементы, нужно использовать молоток (простой или пневматический) и оправку. Аккуратными ударами нужно забивать в посадочные отверстия элементы. И также рекомендуется обработать машинным маслом направляющие клапанов ВАЗ-2108, чтобы запрессовка произошла легче.
Читайте НАС ВКонтакте
Как снять старые направляющие
Перед тем как начинать ремонт, нужно ГБЦ прогреть до 100 градусов. За счет того, что алюминий расширяется сильнее латуни или бронзы, извлечь направляющие будет немного легче.
Что нужно учесть при демонтаже:
Для извлечения лучше всего использовать выколотку (специальную оправку). Конечно, стоимость инструмента довольно высокая, но с его помощью у вас получится выпрессовать втулку четко по оси. Но допускается использовать простые и пневматические молотки.
Довольно часто случается так, что втулка выходит плохо. Придется прибегнуть к помощи дрели – нею нужно высверлить направляющую
Зачастую ее не нужно полностью высверливать, достаточно просто уменьшить толщину стенок.
Обратите внимание на то, что у посадочного гнезда должна быть максимально гладкая поверхность. Не допускается наличие царапин, различного рода шероховатостей, иных дефектов, даже незначительных.
После проведения выпрессовки старых втулок, нужно тщательно очистить внутренние посадочные поверхности.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.

-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Не нашли интересующую Вас информацию? Задайте вопрос на нашем форуме.
Рекомендуем прочитать:
Какая коробка подойдет на ваз 2106, устройство, замена и установка
Как снять стартер на ваз 2110, замена стартера, втягивающего, втулок
ВАЗ 2114 замена пружины замка капота, устройство капота, регулировка
Почему не срабатывает вентилятор охлаждения на ваз 2110, инжектор
Как на ваз 2114 убрать катализатор, а так же на «классике», «калине», «приоре» «ниве»
Как убрать иммобилайзер на ваз 2114
Вылетает задняя передача на ваз 2114, не включается скорость, причины неисправности
Сколько моторного масла в ВАЗ 2114
Как определить износ?
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.
Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
Впрочем, лучше всего при капитальном ремонте выполнить замену направляющих клапанов. Все равно для замеров нужно снимать ГБЦ. А это самое сложное в процедуре ремонта.
Притирка клапанов ГБЦ на примере автомобилей ВАЗ

Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.

Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
-
Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.

Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
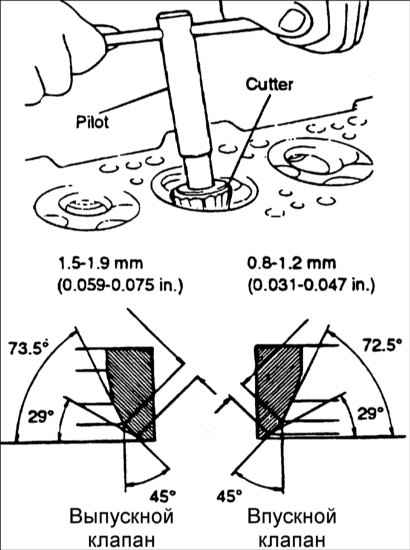
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.

Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.

Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Правила и секреты притирки
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.
Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
-
Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;

Инструменты для притирки клапанов можно приобрести либо изготовить своими руками

Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста

Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка

Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.

Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.

Клапан оснащается пружиной и помещается в гнездо

Инструмент устанавливается на клапан с пружиной

Абразивная паста на тарелке клапана должна быть распеделена равномерно

Так осуществляется ручная притирка клапана

Так проявляется серое кольцо на тарелке клапана (справа)

Так должен выглядеть клапан после притирки и промывки
Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
-
В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.

Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех

Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма

Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу

Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.

Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.

Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.





