Сборка двигателя ВАЗ-2123
В статье рассмотрим сборку двигателя ВАЗ-2123
Вам потребуются: динамометрический ключ, молоток, приспособление для установки поршней в цилиндры, ключи «на 10», «на 13», «на 14», «на 17», «на 19», «на 21», «на 22», «на 36» (или газовый), торцовые головки «на 12» и «на 13» (или специальный ключ для болтов крепления головки блока цилиндров), отвертка, монтажная лопатка.

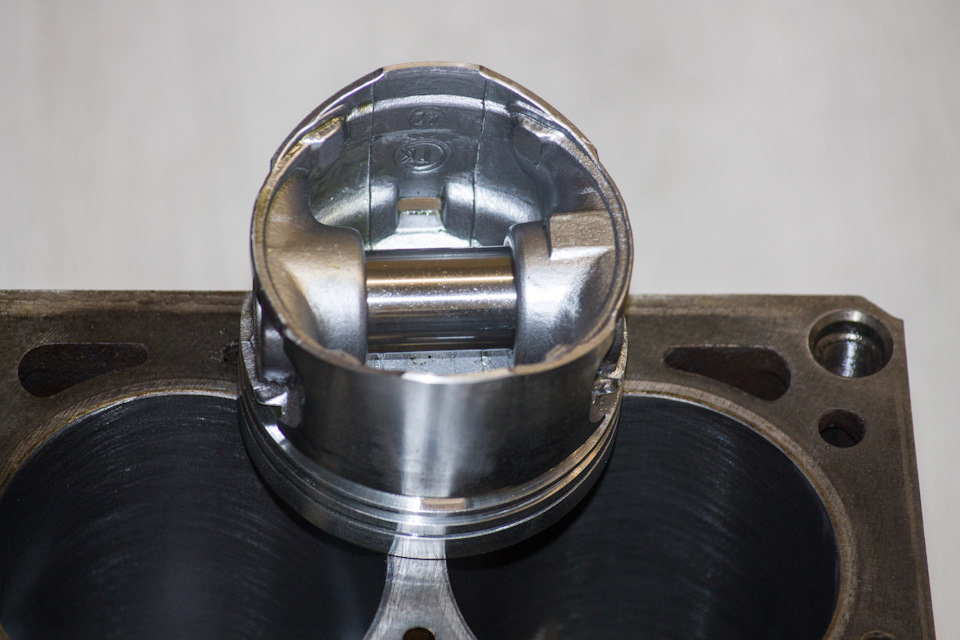
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна.
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

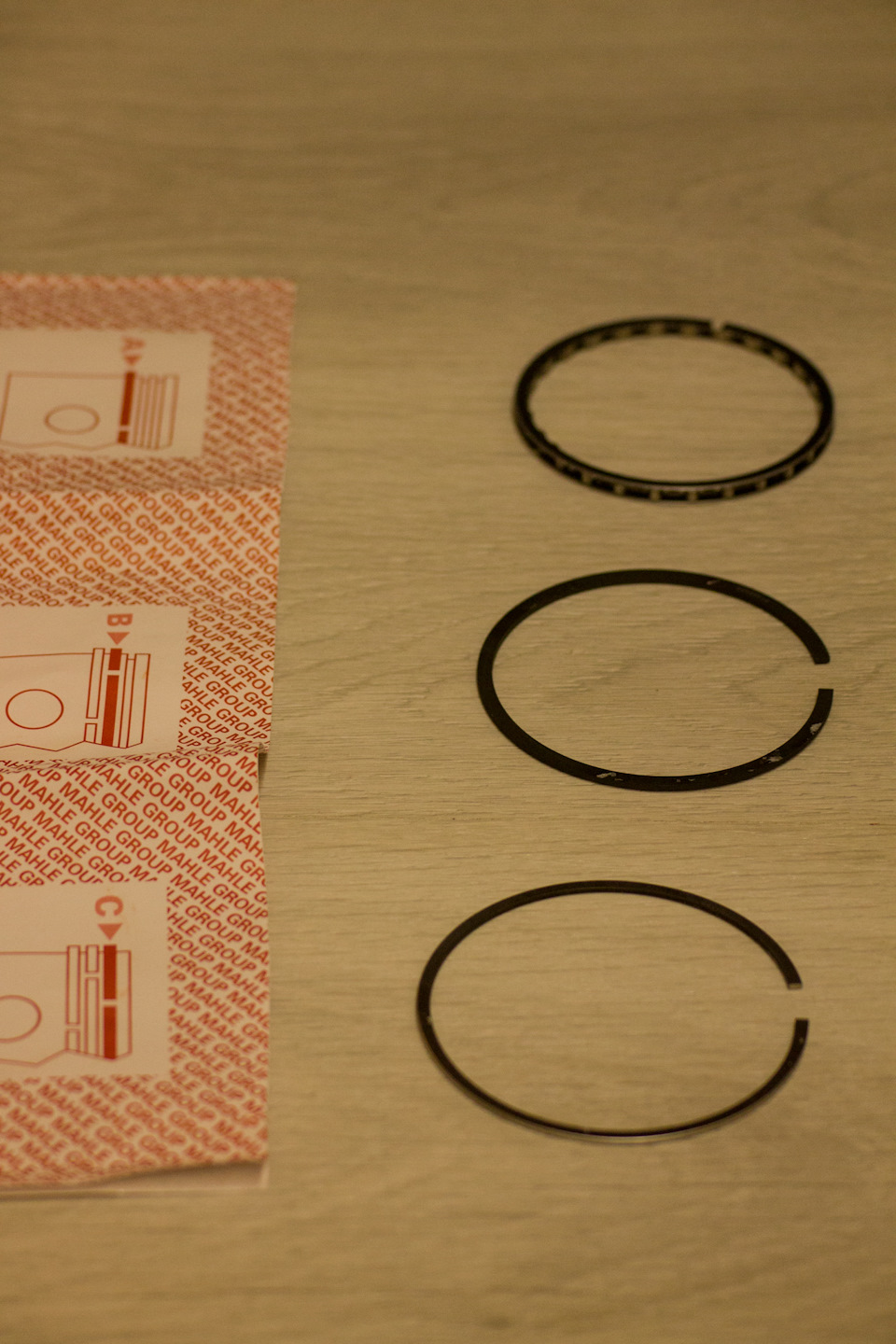
Установите поршневые кольца в порядке, обратном снятию.
При установке не разжимайте кольца больше, чем необходимо, чтобы не деформировать или не сломать их.
Нижнее компрессионное кольцо устанавливайте выточкой (показана стрелкой) вниз во вторую канавку.
Если на кольце нанесена метка «Верх» или «TOP», то кольцо устанавливайте меткой вверх (к днищу поршня).

Сориентируйте кольца. Установите кольца на остальные поршни.
Кольца сориентируйте следующим образом:
– замок верхнего компрессионного кольца должен располагаться под углом 30–45° к оси поршневого пальца;
– замок нижнего компрессионного кольца – под углом примерно 180° к оси замка верхнего компрессионного кольца; замок маслосъемного кольца – 90° к оси замка верхнего поршневого кольца.
Уложите в постели блока цилиндров верхние вкладыши коренных подшипников (с канавками).
Вкладыши устанавливайте так, чтобы установочный усик вкладыша совместился с выемкой на постели. В постель и крышку среднего подшипника уложите вкладыши большей ширины (без канавки).
Смажьте вкладыши моторным маслом.
Установите коленчатый вал в блок цилиндров.
Уложите в крышки коренных подшипников нижние (без канавки) вкладыши.
Смажьте моторным маслом коренные шейки коленчатого вала.
Смажьте моторным маслом вкладыши в крышках коренных подшипников коленчатого вала.

Установите крышки (кроме задней) коренных подшипников и смажьте упорные полукольца моторным маслом.
Крышки устанавливайте в тот же блок в соответствии с метками, ориентируя их в ту же сторону, как было до разборки.
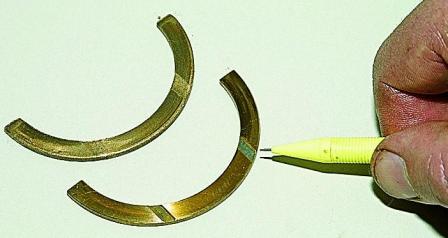

Установите заднее (металлокерамическое, желтого цвета) и переднее (сталеалюминиевое) упорные полукольца задней опоры коленчатого вала.
Упорные полукольца устанавливайте выемками к опорным поверхностям коленчатого вала
Установите крышку заднего коренного подшипника и болты крышек, затяните их динамометрическим ключом.
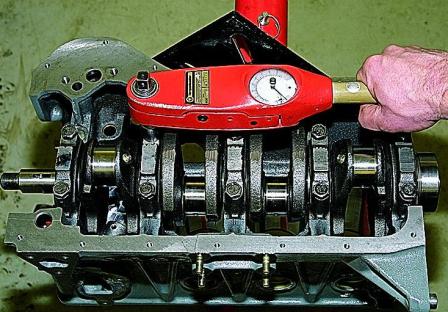
Проверьте плоским щупом осевой зазор коленчатого вала, переместив монтажной лопаткой коленчатый вал до упора.
Осевой зазор должен быть 0,06–0,26 мм.
Максимально допустимый зазор – 0,35 мм.
Если зазор больше, замените упорные полукольца другими, увеличенными на 0,127 мм.
Проверьте правильность сборки, провернув коленчатый вал рукой на несколько оборотов. Вал должен вращаться свободно и плавно.

Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне.
Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши.


Установите на поршень приспособление для сжатия колец и, заворачивая винт, сожмите кольца.
Установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне, нажмите (например, ручкой молотка) на поршень и сдвиньте его из оправки в цилиндр.

Аналогично установите поршни в остальные цилиндры.
При установке поршней в цилиндры стрелка на поршне должна быть обращена к передней части двигателя
Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке.
Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленчатого вала.

Установите крышку шатуна, соединив шатун с шейкой коленчатого вала и совместив метки на шатуне и крышке.
Наверните гайки шатунных болтов, не затягивая окончательно.
Аналогично установите крышки остальных шатунов.
Затяните гайки шатунных болтов динамометрическим ключом.

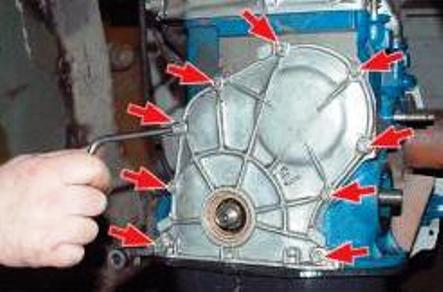
Установите держатель заднего сальника коленчатого вала, заменив прокладку.
Сцентрируйте держатель относительно фланца вала специальной оправкой (если ее нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов крепления держателя, совместив плоскость держателя с плоскостью разъема блока без перекосов.

Установите маховик (предварительно установив переднюю крышку картера сцепления) так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки четвертого цилиндра, и закрепите маховик, затянув болты его крепления.
Установите детали и узлы в последовательности, соответствующей перечислению: звездочку на коленчатый вал, маслоотделитель, шестерню привода масляного насоса, валик привода масляного насоса, масляный насос (заменив прокладку), масляный картер (заменив прокладку и не затягивая окончательно болты его крепления), головку блока (заменив прокладку).
Затяните болты крепления головки в четыре приема в определенной последовательности (см. «Как заменить прокладку головки цилиндров Niva Chevrolet»).
Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка на звездочке находилась напротив метки на корпусе подшипников.
Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку цилиндров. Закрепите корпус, затягивая гайки в определенной последовательности (см. «Как заменить распределительный вал Niva Chevrolet »).
Установите башмак натяжителя цепи. Поверните коленчатый вал так, чтобы совместить метку на звездочке коленчатого вала с меткой на блоке цилиндров.
Наденьте цепь на звездочку, не меняя положения коленчатого вала.
Наденьте цепь на звездочку валика привода масляного насоса и, натянув ведущую ветвь, установите звездочку на валик, не затягивая окончательно болт ее крепления.
Прикрепите к цепи проволоку и поднимите цепь в полости привода вверх (или зацепите сверху крючком и поднимите).
Наденьте цепь на звездочку распределительного вала, натяните ведущую ветвь и установите звездочку на вал, обеспечив совпадение метки на звездочке и прилива на корпусе подшипников и не затягивая окончательно болт ее крепления.
Установите натяжитель цепи (если его снимали при разборке головки блока цилиндров). Поверните коленчатый вал на два оборота в направлении вращения, чтобы обеспечить нужное натяжение цепи.
Проверьте одновременное совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников.
Если метки не совпадают, повторите установку цепи. Если метки совпадают, окончательно затяните болты звездочек и отогните края стопорных шайб болтов звездочек.
Установите крышку головки блока, заменив прокладку.
Установите крышку цепи привода распределительного вала с передним сальником коленчатого вала, заменив прокладку.
Сцентрируйте держатель относительно фланца вала специальной оправкой (если оправки нет, центрируйте держатель по рабочей кромке сальника, временно установив на хвостовик коленчатого вала шкивы) и затяните болты и гайки крепления крышки.
Болты, одновременно крепящие кронштейн насоса гидроусилителя рулевого управления, затягивайте после установки насоса.
Окончательно затяните болты крепления масляного картера. Установите шкивы коленчатого вала.
Установите остальные детали и узлы в порядке, обратном снятию.
Обкатайте двигатель в следующей последовательности:
Убедитесь в правильности регулировки привода дроссельных заслонок, залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений.
Пустите двигатель и дайте ему поработать без нагрузки по следующему циклу.
Сборка двигателя Chevrolet Niva

Инструменты:
- Динамометрический ключ
- Молоток
- Приспособление для установки поршней в цилиндры
- Торцовый вороток
- Удлинитель для торцового воротка
- Головка для торцового воротка на 10
- Головка для торцового воротка на 13
- Головка для торцового воротка на 14
- Головка для торцового воротка на 17
- Головка для торцового воротка на 19
- Головка для торцового воротка на 21
- Головка для торцового воротка на 22
- Головка для торцового воротка на 36
- Отвёртка плоская
- Монтажная лопатка
- Щуп микрометрический
- Шабер
- Кисточка для масла
Детали и расходники:
- Набор прокладок двс
- Сальники передней и задней крышки двс
- Коренные и шатунные вкладыши
- Поршни
- Поршневые пальцы
- Стопорные кольца
- Поршневые кольца
- Упорные полукольца
- Моторное масло
- Чистая тряпка
Сборка двигателя Шевроле Нива
1. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна. Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна. Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня. 
2. Установите поршневые кольца в порядке, обратном снятию. 
Предупреждение:
При установке не разжимайте кольца больше, чем необходимо, чтобы не деформировать или не сломать их.
Примечание:
Нижнее компрессионное кольцо устанавливайте выточкой (показана стрелкой) вниз во вторую канавку. 
Если на кольце нанесена метка «Верх» или «TOP», то кольцо устанавливайте меткой вверх (к днищу поршня).
3. Сориентируйте кольца. Установите кольца на остальные поршни. 
Примечание:
Кольца сориентируйте следующим образом: замок верхнего компрессионного кольца должен располагаться под углом 30-45° к оси поршневого пальца; замок нижнего компрессионного кольца – под углом примерно 180° к оси замка верхнего компрессионного кольца; замок маслосъемного кольца – 90° к оси замка верхнего поршневого кольца.
Полезный совет:
После расточки блока, края кромки цилиндра острые. Перед дальнейшей сборкой обязательно, притупите заостренные кромки на плоскости блока цилиндров шабером. 
Это позволит не сломать поршневые кольца при установке поршней в цилиндр. Протрите чистой тряпкой цилиндры от мелкой стружки.
4. Уложите в постели блока цилиндров верхние вкладыши коренных подшипников (с канавками).
Примечание:
Вкладыши устанавливайте так, чтобы установочный усик вкладыша совместился с выемкой на постели. 
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками, а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как вкладыши в крышках коренных подшипников).
5. Смажьте вкладыши моторным маслом.
6. Установите коленчатый вал в блок цилиндров. 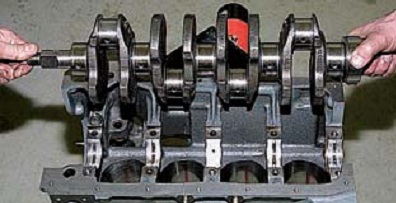
7. Уложите в крышки коренных подшипников нижние (без канавки) вкладыши. 
8. Смажьте моторным маслом коренные шейки коленчатого вала.
9. Смажьте моторным маслом вкладыши в крышках коренных подшипников коленчатого вала.
10. Установите крышки (кроме задней) коренных подшипников и смажьте упорные полукольца моторным маслом.
Примечание:
Устанавливаем крышки коренных подшипников с вкладышами в соответствии с метками, нанесенными на наружной поверхности крышек (счет ведется со стороны привода распределительного вала). При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны. 
11. Установите заднее (металлокерамическое, желтого цвета) и переднее (сталеалюминиевое) упорные полукольца задней опоры коленчатого вала. 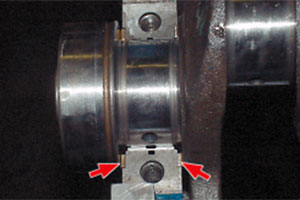
Примечание:
Упорные полукольца устанавливайте выемками. 
К опорным поверхностям коленчатого вала. 
12. Установите крышку заднего коренного подшипника и болты крышек, затяните их динамометрическим ключом моментом в несколько приёмов 68,31-84,38(6,97-8,61)Н м (кгс-м), прокручивая коленвал. 
13. Проверьте плоским щупом осевой зазор коленчатого вала, переместив монтажной лопаткой коленчатый вал до упора. Осевой зазор должен быть 0,06-0,26 мм. Максимально допустимый зазор -0,35 мм. Если зазор больше, замените упорные полукольца другими, увеличенными на 0,127 мм. 
14. Проверьте правильность сборки, провернув коленчатый вал рукой на несколько оборотов. Вал должен вращаться свободно и плавно.
15. Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне. 
16. Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши.
17. Установите на поршень приспособление для сжатия колец и, заворачивая винт, сожмите кольца. 
18. Установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне, нажмите (например, ручкой молотка) на поршень и сдвиньте его из оправки в цилиндр. Аналогично установите поршни в остальные цилиндры. 
Примечание:
При установке поршней в цилиндры стрелка на поршне должна быть обращена к передней части двигателя. 
19. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке.
20. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленчатого вала.
21. Установите крышку шатуна, соединив шатун с шейкой коленчатого вала и совместив метки на шатуне и крышке. 
Примечание:
При установке крышки шатуна номера на шатуне и крышке должны совпадать и располагаться с одной стороны шатуна. 
22. Наверните гайки шатунных болтов, не затягивая окончательно. Аналогично установите крышки остальных шатунов.
23. Затяните гайки шатунных болтов динамометрическим ключом моментом 43,32-53,51 (4,42-5,46)Н м (кгс-м).
24. Установите держатель заднего сальника коленчатого вала, заменив прокладку. Сцентрируйте держатель относительно фланца вала специальной оправкой (если ее нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов крепления держателя, совместив плоскость держателя с плоскостью разъема блока без перекосов. 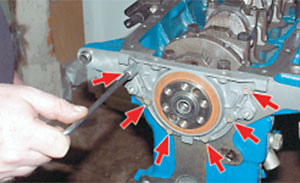
Полезный совет:
Заднюю крышку с сальником не так просто одеть, будет мешать кромка сальника. Нужно приложить крышку сальником на коленвал, и завернуть аккуратно кромку, проводя по окружности, плоской маленькой отвёрткой, потихоньку прижимая крышку, пока она не ляжет на своё место.
25. Установите маховик (предварительно установив переднюю крышку картера сцепления) так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки четвертого цилиндра, и закрепите маховик, затянув болты его крепления моментом. 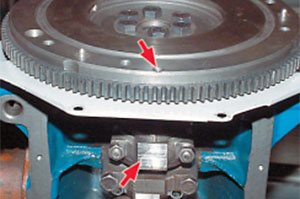
26. Установите детали и узлы в последовательности, соответствующей перечислению: звездочку на коленчатый вал, маслоотделитель, шестерню привода масляного насоса, валик привода масляного насоса, масляный насос (заменив прокладку), масляный картер (заменив прокладку и не затягивая окончательно болты его крепления), головку блока (заменив прокладку). Затяните болты крепления головки в четыре приема в определенной последовательности.
Предварительное затягивание 33,3-41,16 (3,4-4,2)Н м (кгс-м)
Окончательное затягивание 96-118,4 (9,8-12,1)Н м (кгс-м)
27. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка на звездочке находилась напротив метки на корпусе подшипников. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку цилиндров. Закрепите корпус, затягивая гайки в определенной последовательности моментом.
28. Установите башмак натяжителя цепи. Поверните коленчатый вал так, чтобы совместить метку на звездочке коленчатого вала с меткой на блоке цилиндров. Наденьте цепь на звездочку, не меняя положения коленчатого вала.
29. Наденьте цепь на звездочку валика привода масляного насоса и, натянув ведущую ветвь, установите звездочку на валик, не затягивая окончательно болт ее крепления. Прикрепите к цепи проволоку и поднимите цепь в полости привода вверх (или зацепите сверху крючком и поднимите).
30. Наденьте цепь на звездочку распределительного вала, натяните ведущую ветвь и установите звездочку на вал, обеспечив совпадение метки на звездочке и прилива на корпусе подшипников и не затягивая окончательно болт ее крепления.
31. Установите натяжитель цепи (если его снимали при разборке головки блока цилиндров). Поверните коленчатый вал на два оборота в направлении вращения, чтобы обеспечить нужное натяжение цепи. Проверьте одновременное совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников.
32. Если метки не совпадают, повторите установку цепи. Если метки совпадают, окончательно затяните болты звездочек и отогните края стопорных шайб болтов звездочек. Установите крышку головки блока, заменив прокладку.
33. Установите крышку цепи привода распределительного вала с передним сальником коленчатого вала, заменив прокладку. Сцентрируйте держатель относительно фланца вала специальной оправкой (если оправки нет, центрируйте держатель по рабочей кромке сальника, временно установив на хвостовик коленчатого вала шкивы) и затяните болты и гайки крепления крышки. 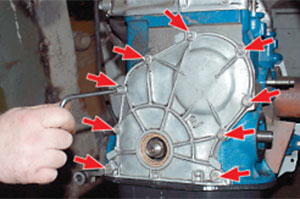
Примечание:
Болты, одновременно крепящие кронштейн насоса гидроусилителя рулевого управления, затягивайте после установки насоса.
34. Окончательно затяните болты крепления масляного картера. Установите шкивы коленчатого вала.
35. Установите остальные детали и узлы в порядке, обратном снятию.
Полезный совет:
После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль обкатайте его по упрощенному циклу:
1. Убедитесь в правильности регулировки привода дроссельных заслонок, залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений.
2. Пустите двигатель и дайте ему поработать без нагрузки по следующему циклу.
| Частота вращения коленчатого вала, мин-1 | Время работы, мин |
| 820-900 | 2 |
| 1000 | 3 |
| 1500 | 4 |
| 2000 | 5 |
Не доводите работу двигателя до максимальных режимов.
3. Во время работы проверьте герметичность двигателя и его систем, давление масла, установку зажигания, частоту вращения на холостом ходу, обратите внимание на наличие посторонних шумов.
4. Если обнаружены посторонние шумы или другие неисправности, остановите двигатель и устраните их причину.
5. Начав эксплуатацию автомобиля, соблюдайте режимы, предусмотренные для периода обкатки нового автомобиля.
В статье не хватает:
- Качественных фото ремонта
Блок цилиндров Chevrolet Niva / ВАЗ 2123 с 2001 года
Обычно пользователи нашего сайта находят эту страницу по следующим запросам:
блок цилиндров Chevrolet Niva , головка блока цилиндров Chevrolet Niva , прокладка блока цилиндров Chevrolet Niva , блок цилиндров LADA 2123 , головка блока цилиндров LADA 2123 , прокладка блока цилиндров LADA 2123 , блок цилиндров ВАЗ 2123 , головка блока цилиндров ВАЗ 2123 , прокладка блока цилиндров ВАЗ 2123
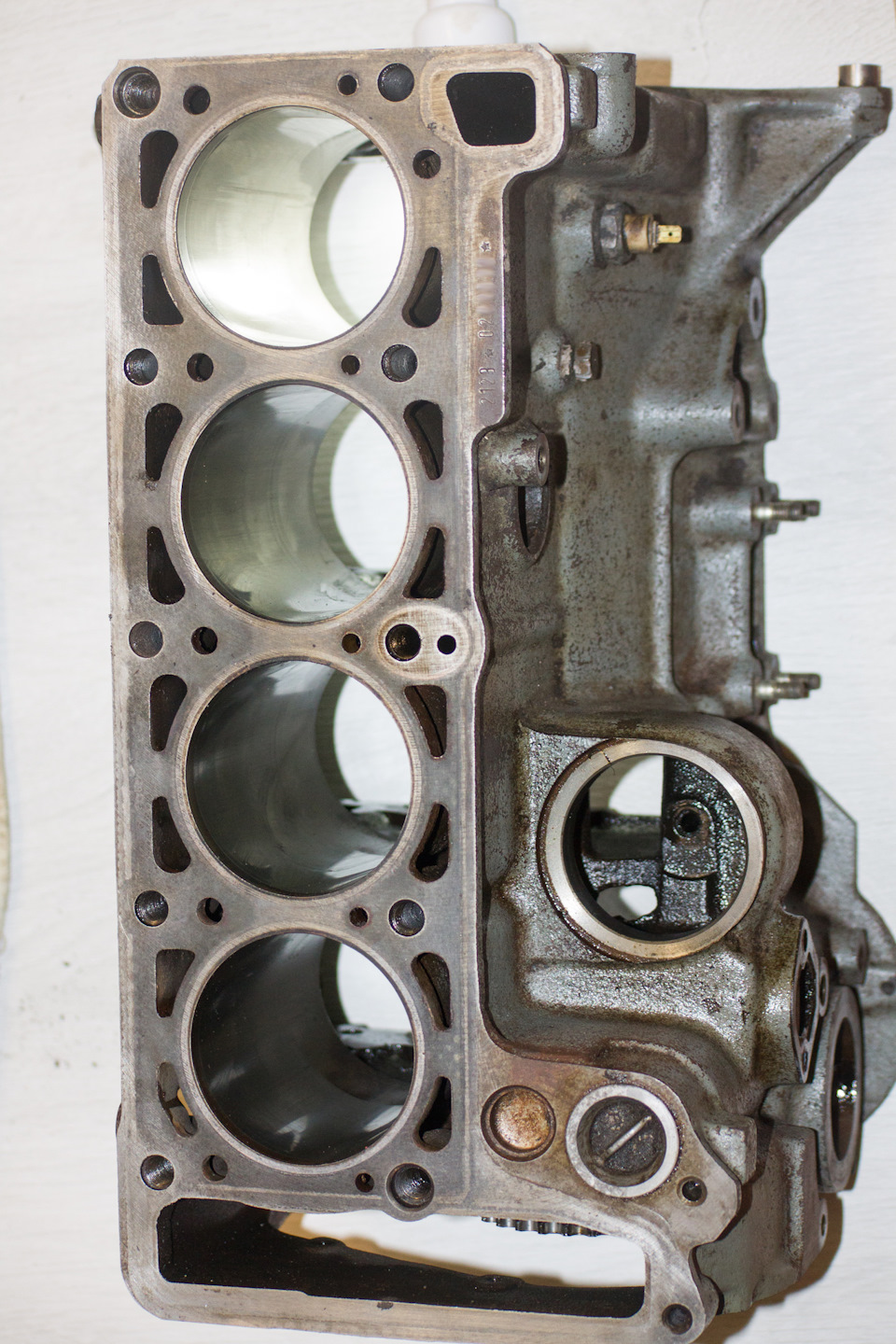
Блок цилиндров
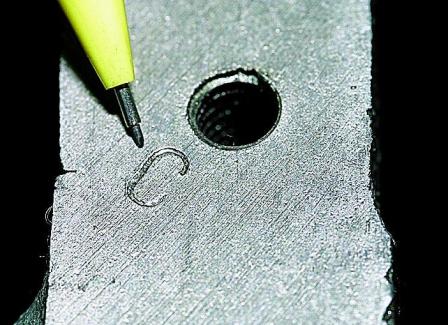
Блок цилиндров отлит из специального низколегированного чугуна. Диаметры цилиндров разбиты на пять классов через 0,01 мм, обозначаемых буквами А, В, С, D, Е. Класс цилиндра клеймится на нижней плоскости блока цилиндров (см. рисунок ниже).
Примечание:
Предусмотрена возможность расточки цилиндров под ремонтные поршни, увеличенные по диаметру на 0,4 и 0,8 мм.
Крышки коренных подшипников обрабатываются в сборе с блоком цилиндров. Поэтому они нераздельно-взаимозаменяемы и для различия имеют риски на наружной поверхности.
Проверка технического состояния и ремонт
1. Тщательно вымойте блок цилиндров и очистите масляные каналы. Продуть и просушить сжатым воздухом, затем осмотрите блок цилиндров. Трещины в опорах или других местах блока цилиндров не допускаются.
2. Если имеется подозрение на попадание охлаждающей жидкости в картер, то на специальном стенде проверьте герметичность блока цилиндров. Для этого, заглушив отверстия охлаждающей рубашки блока цилиндров, нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см 2 ). В течение двух минут не должно наблюдаться утечки воды из блока цилиндров.
3. Если наблюдается попадание масла в охлаждающую жидкость, то без полной разборки двигателя проверьте нет ли трещин у блока цилиндров в зонах масляных каналов. Для этого слейте охлаждающую жидкость из системы охлаждения, снимите головку цилиндров, заполните рубашку охлаждения блока цилиндров водой и подайте сжатый воздух в вертикальный масляный канал блока цилиндров. В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, замените блок цилиндров.
4. Проверьте неплоскостность поверхности разъема блока цилиндров с головкой с помощью линейки и набора щупов. Линейка устанавливается по диагоналям плоскости и в середине в продольном направлении и поперек. Допустимая величина неплоскостности составляет 0,1 мм.
Ремонт цилиндров
Проверьте, не превышает ли износ цилиндров максимально допустимый – 0,15 мм.
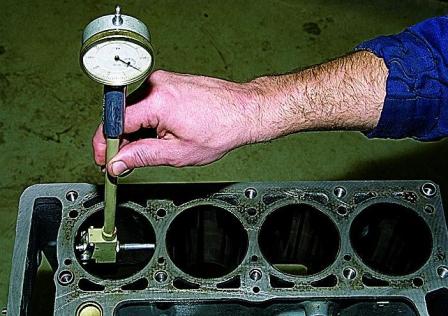
1. Используя нутромер, измерить диаметр цилиндра в четырех местах (по высоте), как в продольном, так и в поперечном направлении двигателя.
Примечание:
Для установки нутромера на ноль применяется калибр 67.8125.9502, как показано на рисунке ниже.
- Нутромер;
- Установка нутромера на ноль по калибру.
- А и В – Направления измерений
- 1, 2, 3 и 4 – Номера плоскостей
Примечание:
В зоне плоскости 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первой и остальных плоскостях можно судить о величине износа цилиндров.
2. Если максимальная величина износа больше 0,15 мм – расточите цилиндры до ближайшего ремонтного размера, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Шатунно-поршневая группа
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она бочкообразная, а в поперечном сечении – овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2-34).
- Стрелка для ориентирования поршня в цилиндре;
- Ремонтный размер;
- Класс поршня;
- Класс отверстия для поршневого пальца;
- Класс шатуна по отверстию для поршневого пальца;
- Номер цилиндра.
Примечание:
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат – на 0,8 мм.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец
- Стальной, полый, плавающего типа – свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
- По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца
Изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка « 40 » или « 80 » , что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун
- Стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности не взаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
- В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.
- По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2-1), маркируемые краской на стержне шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16,5 и 35,5 мм.
Классы шатунов по массе верхней и нижней головок
| Масса головок шатуна, г. | Класс | Цвет маркировки | |
| Верхней | Нижней | ||
| 186+2 | 519+3 | А | белый |
| 525+3 | В | голубой | |
| 531+3 | С | красный | |
| 190+2 | 519+3 | D | черный |
| 525+3 | E | фиолетовый | |
| 531+3 | F | зеленый | |
| 194+2 | 519+3 | G | желтый |
| 525+3 | Н | коричневый | |
| 531+3 | I | оранжевый | |
Подбор поршня к цилиндру
1. Расчетный минимальный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется как разность минимального размера цилиндра и максимального размера поршня и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
2. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был как можно ближе к расчетному.
Примечание:
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка
Разборка
1. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
2. Шатунные болты запрессованы в шатун. Поэтому, чтобы не нарушить посадки болта в шатуне, не допускается выпрессовывать болты из шатунов при разборке двигателя и шатунно-поршневой группы.
3. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
Сборка
1. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки (как показано на рисунке ниже) и не выпадал из него, если держать поршень как показано на рисунке.
Примечание:
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
2. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке.
- Смажьте моторным маслом канавки на поршне и поршневые кольца. Выставить поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца.
- Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка « Верх » или « ТОР » , то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния
1. Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
2. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
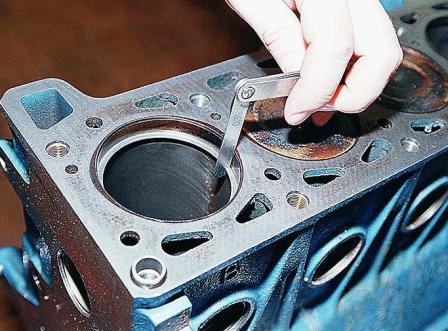
3. Используя набор щупов, измерить зазор между поршневыми кольцами и канавками, как показано на рисунке ниже, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
4. Измерить зазор в замке поршневых колец, используя набор щупов, вставляя кольца в калибр, как показано на рисунке ниже, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ± 0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм.
Коленчатый вал и маховик
Примечание:
Коленчатый вал – литой, чугунный, пятиопорный. Предусмотрена возможность перешлифовки шеек коленчатого вала при ремонте с уменьшением диаметра на 0,25; 0,5; 0,75; и 1 мм.
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами. Они вставляются в гнезда блока цилиндров по обе стороны среднего коренного подшипника, причем с задней стороны ставится металлокерамическое полукольцо (желтое), а с передней стороны – сталеалюминиевое. Полукольца изготавливаются двух размеров – нормального и увеличенного по толщине на 0,127 мм.
Вкладыши подшипников коленчатого вала – тонкостенные, сталеалюминиевые. Верхние вкладыши 1, 2, 4 и 5 опор коленчатого вала с канавкой на внутренней поверхности, а нижние вкладыши – без канавки. Вкладыши 3-й опоры (верхние и нижние) без канавки. Шатунные вкладыши (верхние и нижние) также без канавки.
Ремонтные вкладыши изготавливаются увеличенной толщины под шейки коленчатого вала, уменьшенные на 0,25; 0,5; 0,75 и 1 мм.
Маховик – чугунный, литой, с напрессованным стальным зубчатым ободом для пуска двигателя стартером. Центрируется маховик передним подшипником ведущего вала коробки передач, запрессованным в коленчатый вал.
На задней плоскости маховика около зубчатого обода имеется установочная метка в виде конусной лунки. Она должна находиться против шатунной шейки четвертого цилиндра.
Проверка технического состояния и ремонт
Коленчатый вал
1. Осмотрите коленчатый вал. Трещины в любом месте коленчатого вала не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
2. Установите коленчатый вал крайними коренными шейками на две призмы и проверьте индикатором биение, как показано на рисунке ниже:
- коренных шеек (не более 0,03 мм);
- посадочных поверхностей под звездочку и подшипник ведущего вала коробки передач (не более 0,04 мм);
- поверхности сопрягающейся с сальником (не более 0,05 мм).
3. Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек более 0,03 мм, а также, если на шейках есть задиры и риски.
4. Шлифуйте шейки с уменьшением диаметра до ближайшего ремонтного размера.
Примечание:
При шлифовании выдерживайте размеры галтелей шеек, аналогичные указанным на рисунке для нормальных размеров коленчатого вала.
- Овальность и конусность коренных и шатунных шеек после шлифования должна быть не более 0,005 мм.
- Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ± 0,35 мм. Для проверки установите вал крайними коренными шейками на призмы и выставьте вал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек. Затем индикатором проверьте смещение в вертикальном направлении шатунных шеек 2, 3 и 4 цилиндров относительно шатунной шейки 1-го цилиндра.
- Прошлифовав шейки, отполируйте их с помощью алмазной пасты или пасты ГОИ.
5. После шлифования и последующей доводки шеек удалите заглушки масляных каналов, а затем обработайте гнезда заглушек фрезой А.94016/10, надетой на шпиндель А.94016. Тщательно промойте коленчатый вал и его каналы для удаления остатков абразива и продуйте сжатым воздухом. Оправкой А.86010 запрессуйте новые заглушки и зачеканьте каждую в трех точках кернером.
6. На первой щеке коленчатого вала маркируйте величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Вкладыши
1. На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках, или отслоениях замените вкладыши новыми.
2. Зазор между вкладышами и шейками коленчатого вала проверяют расчетом (промерив детали). Удобно для проверки зазора пользоваться калиброванной пластмассовой проволокой. В этом случае метод проверки следующий:
- тщательно очистите рабочие поверхности вкладышей и соответствующей шейки и положите отрезок пластмассовой проволоки на ее поверхность;
- установите на шейке шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затяните гайки или болты крепления. Гайки шатунных болтов затягивайте моментом 51 Н • м (5,2 кгс • м), а болты крепления крышек коренных подшипников моментом 80,4 Н • м (8,2 кгс • м);
- снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора, как показано на рисунке ниже.
- Сплющенная калиброванная пластмассовая проволока;
- Вкладыш;
- Крышка шатуна;
- Шкала для измерения зазора.
3. Номинальный расчетный зазор составляет 0,02–0,07 мм для шатунных и 0,026–0,073 мм для коренных шеек. Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
4. При зазоре большем предельного замените на этих шейках вкладыши новыми.
5. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Упорные полукольца
1. Также как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях заменяйте полукольца новыми.
2. Полукольца заменяются также, если осевой зазор коленчатого вала превышает максимально допустимый – 0,35 мм. Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06–0,26 мм.
3. Осевой зазор коленчатого вала проверяется с помощью индикатора, как описано выше.
4. Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на автомобиле. При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по перемещению переднего конца коленчатого вала.
Маховик
1. Проверьте состояние зубчатого венца и в случае повреждения зубьев замените маховик в сборе. Если маховик имеет цвета побежалости на поверхности 3 (см. рисунок ниже) , необходимо проверить натяг венца на маховике. Зубчатый венец не должен проворачиваться при крутящем моменте 590 Н • м (60 кгс • м).
- Поверхность крепления к фланцу коленчатого вала;
- Поверхность крепления сцепления;
- Опорная поверхность ведомого диска сцепления.
2. На поверхности 1 маховика, прилегающей к фланцу коленчатого вала, и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры.
3. Царапины и задиры на поверхности 3 удалите проточкой, снимая слой металла толщиной не более 1 мм. При этом проточите также и поверхность 2, выдерживая размер (0,5 ± 0,1) мм. При проточке необходимо обеспечить параллельность поверхностей 2 и 3 относительно поверхности 1. Допуск непараллельности 0,1 мм.
4. Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, и проверьте биение плоскостей 2 и 3. В крайних точках индикатор не должен показывать биений, превышающих 0,1 мм.
Износ поршневой. “Как перетачивать” и “Подвох с поршнями”.
Симптомы: есть масло. По трассе почти не есть, по городу — 1 литр на 300 км. Зимой меньше.
Была попытка решения проблемы — замена маслосьемных колпачков. Не помогло. Но уже тогда было понятно что дело в поршневой.
Стало был дело в поршнях!
Номинальный диаметр цилиндров — 82 мм.
(Он разбивается на несколько групп, отличающиеся сотыми долями миллиметров — A, B, C, D)
Ход цилиндров — 80 мм.
Получается что номинальный объем — 1,69 дм.куб.
Зазор между поршнем и цилиндром измеряется долями миллиметра.
В процессе эксплуатации цилиндры изнашиваются, приобретают бочкообразную форму (это еле заметно на глаз и на ощупь, но по измерениям это именно так).



В моем случае зазор стал таким, что можно смещать поршень и это перемещение видно невооруженным глазом!
Ни A, ни B, ни С, ни В уже не подойдут.
Необходимо перетачивать цилиндры.
На наши движки есть поршни ремонтных размеров.
Первый ремонтный размер — 82,4 мм (и также несколько групп подразмеров) и это уже честные 1,70.
Второй ремонтный размер — 82,8 мм (и также несколько групп подразмеров) а это уже 1,71.
Кому этого мало, есть нестандартные поршни на 84 мм, и.т.п. )))
Снимаем блок цилиндров, моем, отвозим в мастерскую. Мастер проверяет фактические диаметры цилиндров.
В моем случае износ большой, но в первый ремонтный размер вывести все еще удается.
Оставляем голову, бежим за поршнями.
И вот тут небольшой ПОДВОХ с поршнями.
Я искренне думал что прибегу к диллеру, и мне еще удастся подобрать по группе поршни на одну букву!
Но ответ простой: “Мы такую позицию в запасе не держим! На заказ от 4 недель”.
Упс!
Почему так я понял уже позже (написано об этом чуть ниже).
Побежал на рынок. Я слышал о наборе поршней от фирмы СТК. Что ее многие рекомендуют и ставят.
А фактически это единственный вариант поршней которые можно купить.
Они продаются наборами.
А значит они уже подобраны на одну букву.
Они продаются в комплекте с пальцами — ничего подбирать не нужно.

И могут продаваться уже даже с кольцами. (таких не оказалось).
Кольца закупил MAHLE.
Ура.

Мастер по расточке промерял поршни.
Растачивает каждый цилиндр индивидуально. Под конкретный поршень. Поршни раскладывает по цилиндрам.
Даже не смотря на то что они все одной группы — они чуток отличаются. Это учитывается при расточке.


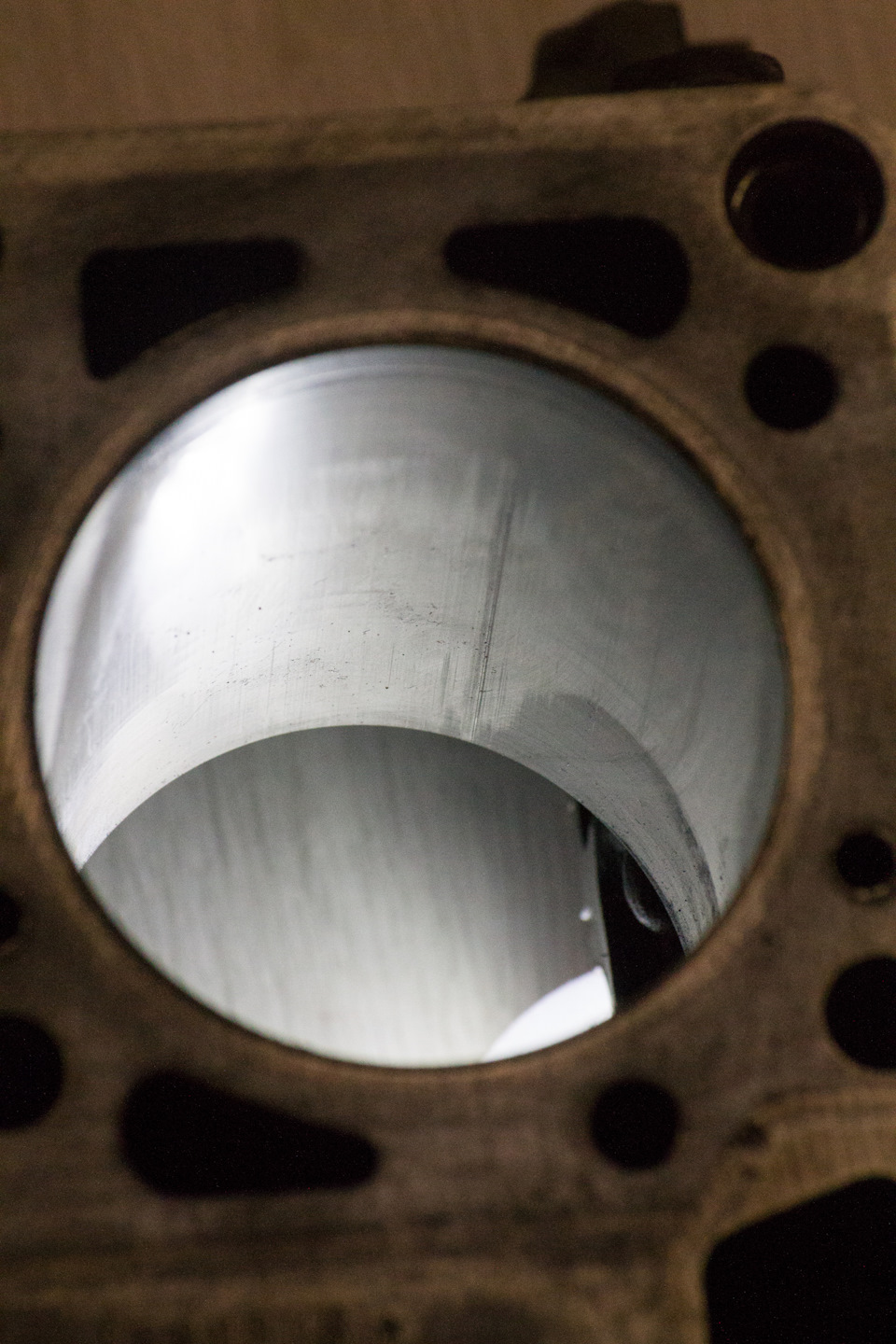
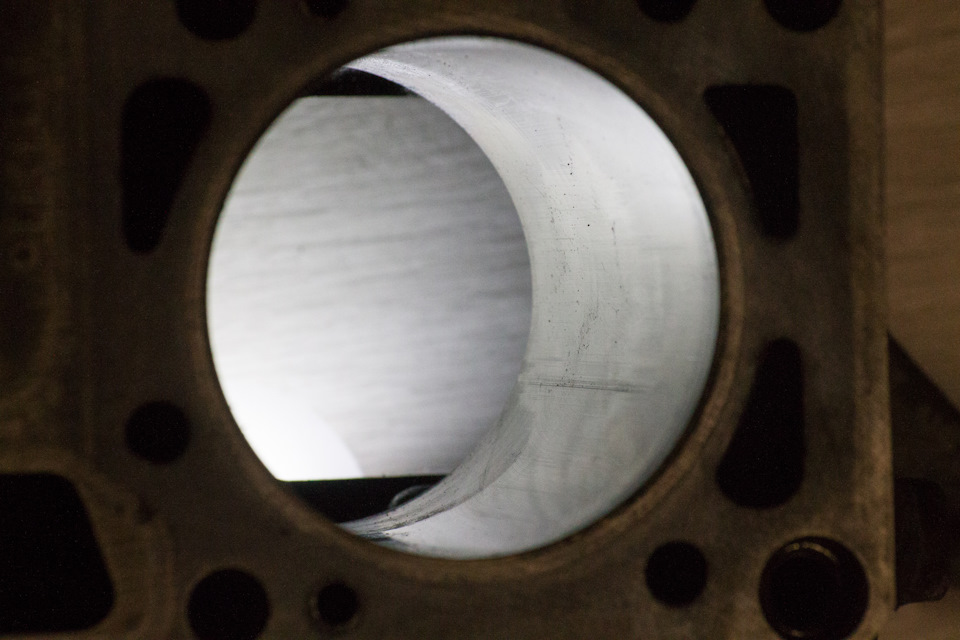
поршни положены внутрь, т.к. цилиндры проточены с учетом конкретного размера каждого поршня

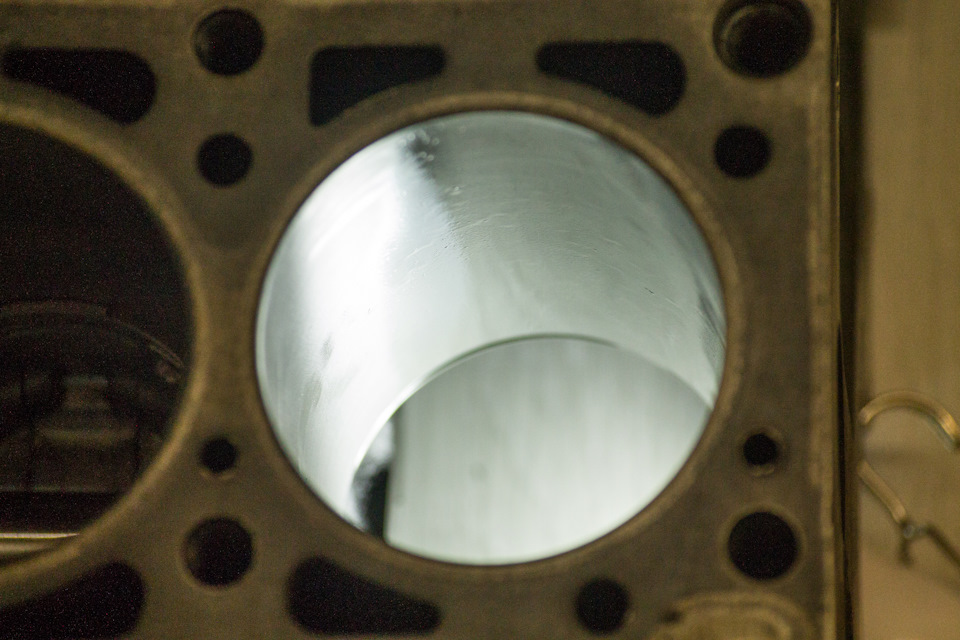
поверхность хонингования на месте, маслу будет за что цепляться

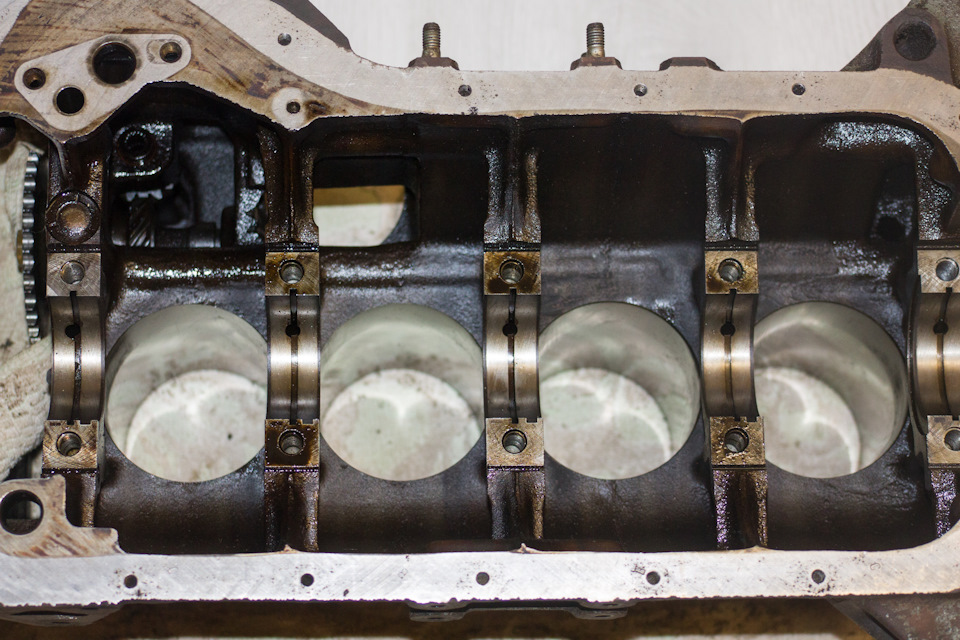
Ну а дальше сборка.
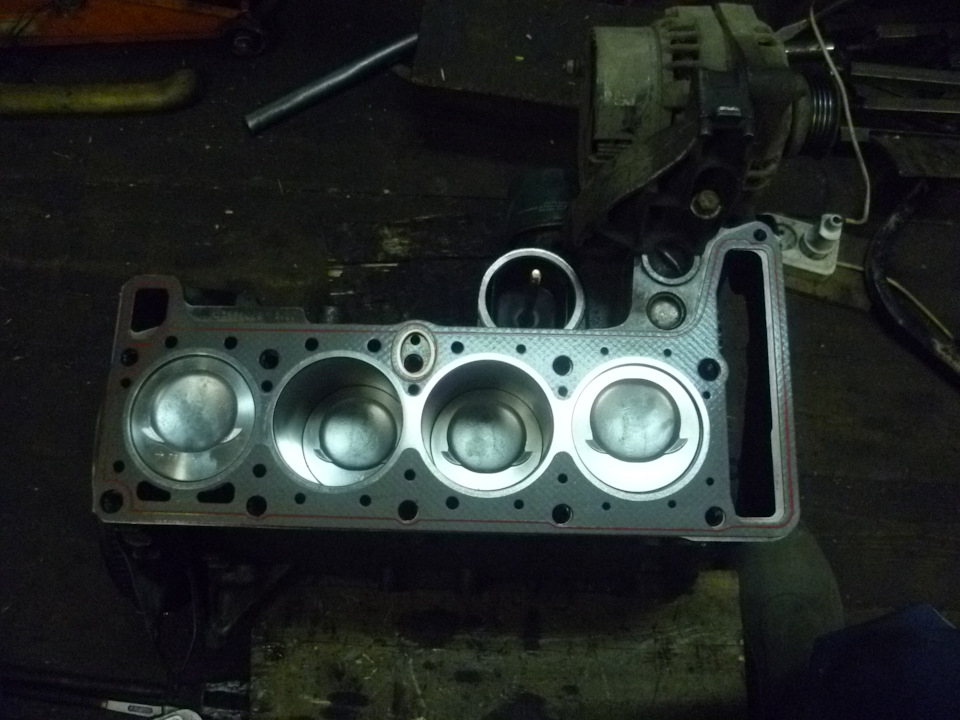
Люфта поршня в цилиндре нет вообще!
И установка на место с новыми прокладками и масляным фильтром.


Расточка — 2200
Поршни — 1400
Кольца — 1200
Прокладки — 800
Масло — 1400
—————-
Почему диллер не держит поршни в наличии?
Номинальный размер, 1-й ремонтный, 2-й ремонтный. У каждого из них по 4 группы.
Это всего 12 комбинаций.
А каждому покупателю хочется 4 одинаковые буквы!
Получается что в наличии надо держать сотню-другую поршней разных размеров.
А при том что покупают и не так часто, да и цена за штуку смешная — держать их в наличии не целесообразно.
Самое разумное — продавать набор поршней подобранных комплектом. От производителя. Чем и занимается СТК.
Chevrolet Niva 2008, двигатель бензиновый 1.7 л., 80 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 26

Допущенные ошибки
эксплуатационные
1 мотор нужно греть обязательно. На изношенных поршнях отчётливо видно область износа в виде полосы, фото “Изношенные поверхности поршней нивы”, где правый поршень — это просто классика такое бывает на корейцах типа G4NA с короткой юбкой и на фольксвагеновском CFNA где юбка ещё и узкая к тому же .
Но задрать жигулёвский поршень ведрообразный с большой площадью пятна контакта и нормальной юбкой — это надо хорошо постараться . Поршни нужно греть перед ездой чтобы они “встали в зазор”, надеюсь понято что и почему .
2 грязное масло и наличие твёрдых частиц . Царапины на задранных поршнях такие словно в масле был песок .
Такое возможно из за отвратительного фильтра, по качеству, или из за масла которое быстро окисляется и даёт много зольных отложений, опять же класса дешман или как вариант от перепробега когда ему давно пора на слив но экономия на масле не позволяет )). Тот случай когда экономия на масле приводит к преждевременному ремонту . Себе в жигу лью строго виско 3000 А3/В4 10W40 с бор-молибденовым пакетом и фильтр не самый дешёвый, смена 250 часов или 7500 км что раньше наступит
ошибка ремонта — хон . Отвратительный .Отсутствует микропрофиль Если вставить поршень на масле в такой цилиндр и подвигать то весь поршень будет в царапинах . При запуске мотора с таким хоном происходит немедленное продавливание масляного клина и уничтожение боковой поверхности поршня В свою очередь практически сразу цилиндр теряет микроны из правильной геометрии .
Это выражение
“поверхность хонингования на месте, маслу будет за что цепляться”
Я бы перефразировал
Будет чему драть поршни
По нормальному хон делается в 3 этапа, но судя по фото два из них не сделали
Такой хон требует доводки . Критерий — вставленный поршень немного отражается, сам хон поблёскивает а пальцем хон не ощущается, (здесь отчётливо видно что никакого поблёскивания нет) . Когда хон правильный, он не ощущается на ощупь и продавить масло на нём можно лишь под большими давлениями под нагрузкой но никак не от руки при сборке. Можно спорить о том какой хон лучше плато-хон или как здесь островершинный хон . Но факт остаётся фактом — обкатка, приработка и формирование зазоров происходит за счёт взаимного износа поверхностей. ВАЗ всегда делал отвратительно и блок цилиндров и хон, увы, ремонтники работают не намного лучше .

Как у Вас ходит эта поршневая?
Себе, по совету мастера — тоже поставил СТК, пока обкатываю и читаю отзывы.

е-мое, кошмар ужас. что за хон то такой?! это хон или наждак?
пол года прошло, надо разбирать кольца снова менять.

В феврале поставили товарищу СТК один застучал через 2500 км, вскрыли беда, сыромятина. Пришлось весь комплект менять на автодеталь. хонинговали 700 соток все плоскости выровнили, обьем по калькулятор у получился 1.91 куб. На 2000 оборотов на 4 й передаче едет в гору не напрягаясь.

Новые поршня с пальцем класса 2. Палец нормально встал в шатун со старой втулкой?

Получается что сейчас все делают поршня без термо компенсационного кольца в поршне?

Поршня только? А валы промерял? Вкладыши вскрывал?

Получается что номинальный объем — 1,69 м.куб.
Ремонт шатунно-поршневой группы на автомобиле ВАЗ-21213, ВАЗ-21214
Как заменить поршня и кольца на автомобиле Нива ВАЗ-21213, ВАЗ-21214
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.


Головкой «на 14» отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ).
Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.


Снимаем крышку шатуна
Сдвигаем шатун вверх


Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.


Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.


Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.


Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.


Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец, извлекаем его из отверстия в поршне.
Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы.
Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.

Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.

Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.

Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.
Предельно допустимые зазоры при износе – 0,15 мм.

Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.

Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).

Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.


Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх. Кольца должны проворачиваться в канавках свободно без заеданий. Располагаем кольца следующим образом:
– замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
– замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
– замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Проверка на деформацию шатуна
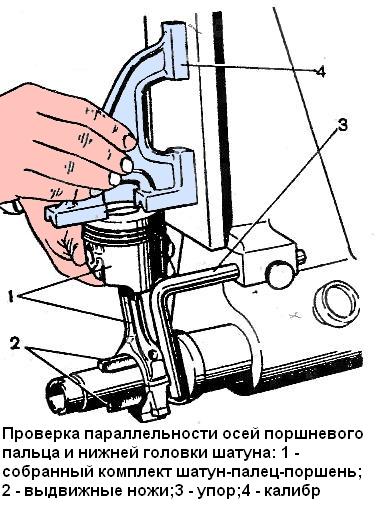
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Собираем все детали и узлы в последовательности обратной разборке.
Разборка и ремонт (переборка) двигателя
. и снимаем кронштейн.
. и снимаем кронштейн в сборе с подушкой.
После снятия кронштейнов на их крепежные шпильки и резьбовые отверстия в блоке цилиндров монтируем плиту разборочного стенда и закрепляем двигатель на стенде. Снимаем сцепление (см. тут)
Снимаем маховик и крышку картера сцепления (см. тут).
Головкой «на 17» отворачиваем три болта крепления к блоку цилиндров кронштейна генератора.
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. тут).
Головкой «на 13» отворачиваем три болта крепления насоса охлаждающей жидкости к блоку цилиндров.
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
. и снимаем держатель в сборе с сальником.
Снимаем крышку привода распределительного вала, демонтируем цепь, звездочку коленчатого вала, валик привода масляного насоса, башмак натяжителя цепи (см. соответствующие разделы).
Накидным ключом «на 10» отворачиваем болт крепления кронштейна сливной трубки маслоотделителя системы вентиляции картера двигателя.
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Таким же образом снимаем.
Для снятия поршня с шатуна.
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Таким же образом снимаем еще четыре крышки коренных подшипников.
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.
Для определения износа цилиндров.
Схема измерения цилиндров: А и В – направления измерений; 1,2, 3 и 4 – номера поясов 
Основные размеры блока цилиндров 
Для определения износа юбки поршня.
Микрометром измеряем диаметры.

Допустимые биения основных поверхностей коленчатого вала
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
(читайте также статью “Коленвал – шлифовка или ремонт”)
После шлифования шеек коленчатого вала.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Поршни к цилиндрам подбираются по классам.

Маркировка размерного класса цилиндров на блоке
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
. и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр.
Гайки крепления шатуна затягиваем предписанным моментом (см. тут).
Дальнейшую сборку проводим в последовательности обратной разборке.
Видео
Ваз 2121 и 2131 – проверка износа деталей поршневой группы.
2.8.1. Особенности устройства
Основные размеры шатунно-поршневой группы
Маркировка поршня и шатуна
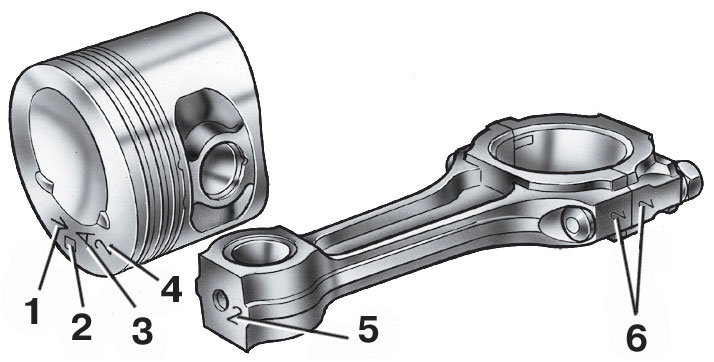 |
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – класс шатуна по отверстию для поршневого пальца; 6 – номер цилиндра |
Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она коническая, а в поперечном сечении – овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (см. рис. Маркировка поршня и шатуна).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат – на 0,8 мм.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца – изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рис. Маркировка поршня и шатуна) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (см. табл. Классы шатунов по массе верхней и нижней головок), маркируемые краской на стержне шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16, 5 и 35,5 мм (рис. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна).
Классы шатунов по массе верхней и нижней головок
ВАЗ-21213 (Нива). Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.





